

CONTACT US
- Phone: +86 173 7777 8545
- Fax:+86 23 67192470
- Email: [email protected]
- After-sale: [email protected]
- Address: No.551, Baosheng Avenue, Huixing Street, Yubei District, Chongqing, China
Need an expert? you are more than welcomed to leave your contact info and we will be in touch shortly
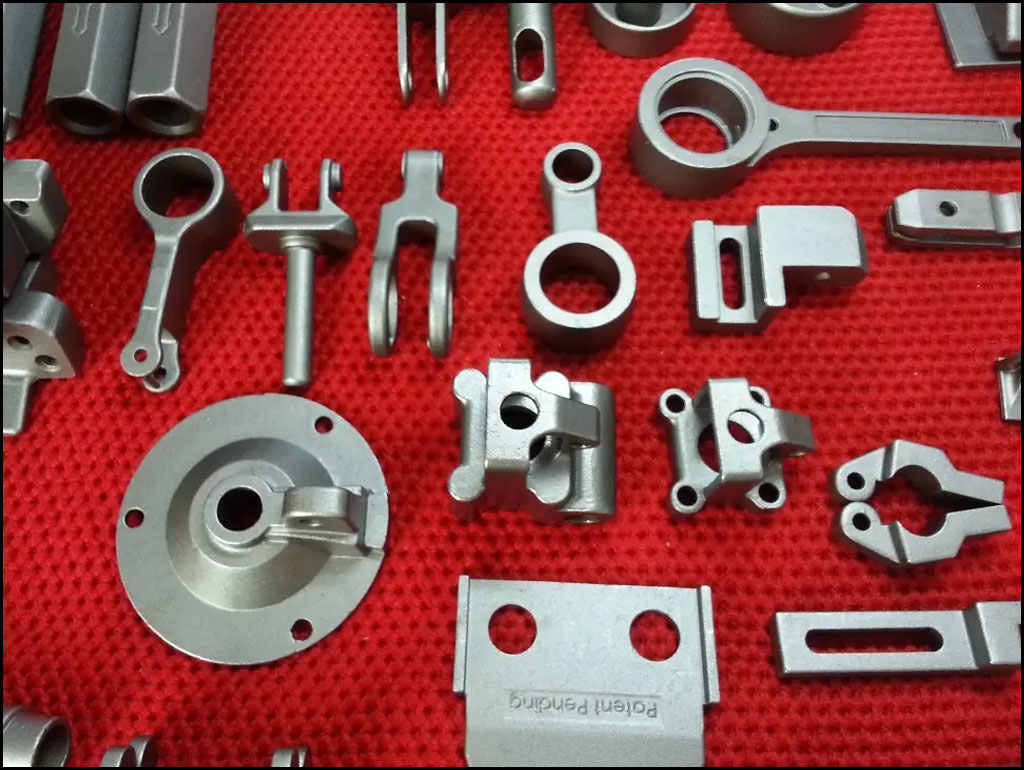
WHAT WE DO IS TO ENSURE THE
tolerance and quality of each castings.
Casting Finish
Dimensional Accuracy
Mechanical Properties
Chemical Composition
Casting Soundness
NON-DESTRUCTIVE TESTING METHODS
Visual Inspection
Dimensional Inspection
Dye Penetrant and Fluorescent Powder Testing
Magnetic Particle Inspection
Ultrasonic Testing
Radiographic Inspection
Eddy Current Inspection
Be-Cu is fast growing with strict quality control, efficient production, expert engineering, prompt delivery and competitive prices.
The Partner Of China Be-Cu Foundry
Be-Cu Foundry sincerely invites entrepreneurs from all over the world to visit our company on site. Our quality can withstand detection, technology can withstand scrutiny, and services can stand test. What we do is more than opening up more markets, but making friends who have grown up with Be-Cu Foundry. We are willing to work hard with you, grow together and continue to struggle.We have received many good reviews from customers all over the world. They speak highly of our product quality and service.The following are some of our company’s partners:

























